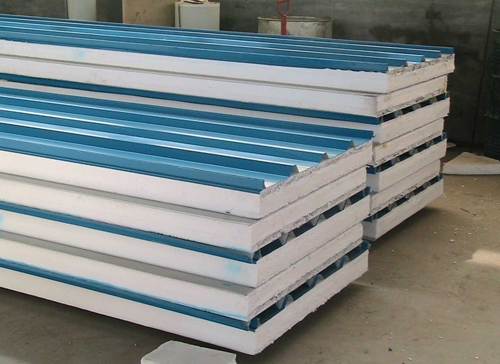
作为现代社会中的一种灵活简易的新型便捷活动房,彩钢活动房的优势和便利性是十分明显的。这种简易房的房体主要承重框架是钢结构,墙体四周使用夹心彩钢板作为墙体,这样的简易房具有搭建快速简单,拆除方便,并且还能组合使用和重复使用,十分。
As a new type of social convenience, the convenience of color room is obvious. The main load-bearing frame of this kind of simple house is steel structure, and the wall is made of sandwich color steel plate. This kind of simple house has the advantages of fast and simple construction, convenient demolition, combined use and repeated use, which is very environmental protection.
钢结构是彩钢房的主要房体框架,所以钢构的稳定性直接决定着活动房的稳定性,一旦钢构发生变形则彩钢房的结构也会变得很没保障。为了避免钢结构发生变形,人们常用下面四种方法:
The steel structure is the main frame of the color steel house, so the stability of the steel structure directly determines the stability of the movable room. Once the steel structure is deformed, the structure of the color steel room will become very insecure. In order to avoid the deformation of steel structure, the following four methods are commonly used:
1、夹具固定法:用刚性很大的夹具夹紧组合焊件,用强制力控制变形,然后进行焊连,这种方法称夹具固定法。
1. Fixture fixation method: the rigid fixture is used to clamp the assembled weldment, and the deformation is controlled by the force, and then the welding is carried out. This method is called fixture fixation method.
焊连时焊件内部产生的膨胀力和收缩力,被夹具的作用力所局限,可明显地减少变形。但此种方法焊件内部存在较大的内应力,对要求焊件内应力较小的构件,不宜采用此法。

The expansion force and contraction force generated in the weldment during welding are limited by the force of the fixture, which can obviously reduce the deformation. However, there is a large internal stress in the weldment by this method, which is not suitable for the components requiring less internal stress.
2、反变形法:构件在焊前,应根据被焊金属构件情况判断。在焊后置冷时,发生变形的方向和收缩量,将焊件预先向相反方向弯曲或斜置,焊后由于本身收缩变形,恰好恢复到预定的形状位置。即可达到防止焊连变形与减少焊连应力的目的。
2. Anti deformation method: before welding, the component should be judged according to the condition of the metal component to be welded. When cooling after welding, the direction and shrinkage of deformation occur, and the weldment is bent or tilted in the opposite direction in advance. Due to its own shrinkage deformation, the weldment will return to the predetermined shape position. It can prevent welding deformation and reduce welding stress.
3、采用定位控制法:构件在焊前,用许多焊点将焊的部位或四周定位,还可在焊缝两侧压以重物,这种方法称定位控制法。
3. Positioning control method: before welding, many welding points are used to locate the welding position or around the component, and heavy objects can be pressed on both sides of the weld. This method is called positioning control method.
4、焊连顺序法:正确安排焊连的顺序,是防止变形的方法。焊连变形的规律是头一道焊缝引起的变形较大,每道焊缝引起的变形量一般不能相互抵消,结果的变形方向总和先焊的焊缝引起的变形方向相一致。
4. Welding sequence method: the correct arrangement of welding sequence is the method to prevent deformation. The rule of welding deformation is that the deformation caused by the first welding seam is large, and the deformation amount caused by each welding seam can not offset each other. The deformation direction of the result is consistent with the deformation direction caused by the first welding seam.